����ʱLEϵ��PLC�ڳ���пڻ��ϵ�Ӧ��
��־ΰ ��������ʱ�������Ƽ�������˾
ժ Ҫ ����пڻ���Ҫʵ�ָֹܵ��Զ��п����ף����û��ں���ʱ��˾HOLLiAS LE PLC�ij���пڻ����豸�����ȶ�������Ч�ʸߡ�ͬʱͨ������RS485�����ʱ HT7000֮���ͨѶ����̬��Ӧ�죬���ӻ����˻������豸������ά�����㡣
�ؼ��� LE PLC��HT7000������пڻ�
1 �豸����
����пڻ���Ҫ�����ϵ�Ԫ���пڼ����Ԫ�����ϵ�Ԫ����������ϵͳ����ɣ���Ҫ��ɶԸֹܵ����˷ֱ���Բ���пڼ��ֹ��м�尲װ��
���ϵ�Ԫ���ڹ�����ڴ�����ֹܺ����תȡ�߸ֹܣ���������ͬ��λ�ĸֹ��ɳ��ϻ��������пڳ��ԪԴԴ���ϵ��ṩ�ֹܡ�
�пڼ����Ԫ����Ҫ�ɰ��˻�е�֡��пڵ�Ԫ�����Ԫ��ɣ�ȡ�ϻ�е����ɽ��������˵��пڼ����Ԫ���ȴ������ӹ����ȡ�ߺ��ٴΰ��˹������пڵ�Ԫ��Ҫ��ɶԸֹ������пڣ�����������Ҫ��Һѹ�����ƶ���ͷ�����пڡ����Ԫ���п���ɵĸֹܽ��г�ף��õ�Ԫ��Ҫ��Һѹ������ѹ��ס�
���ϵ�Ԫ���г��ϻ�е����ɣ���Ҫ��ɶԼӹ���ɵĸֹ�ȡ�ߣ�ʹ�豸�����Զ���ת��
��������ϵͳ���������Ʋ�����Ҫ�к���ʱ��LEϵ�пɱ�̿�������HT7700T�˻�������ɡ�
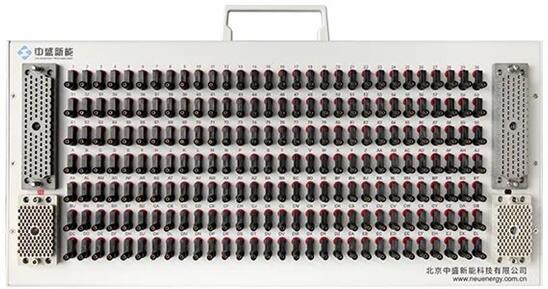
�豸ͼƬ��

2 �豸����˵��
ȡ�ϻ�е��ԭλ�����Ϸ������������ӣ����п�ǰ����е��Ӧ����ԭλ��
���ϻ�е��ԭλ�����Ϸ���ֻ��һ�����ӡ�
�пڹ������Σ���һ�δ����ң��е����1���Ҵ������źţ���---�ޡ��У��ȴ��������ź�ʱ�����п����Ƴ�Ϊ1�����ź�ʱ�����п�����Ϊ1�����п����Ƴ�Ϊ0���ٴ����ź�ʱ�����п�����Ϊ0�����п����Ƴ�Ϊ0��
�пڶ������̣���е���½�ȡ�ϣ�ץȡ���ܺ����������ƽ����������пڼӹ�������ԭλ�����п����н����Ƴ�Ϊ1�������е����1�����źţ�ִ�ж�������ɺ��п����Ķ�λ����Ϊ1�������е����2�����źţ�ִ�ж�������ɺ����п����н�����Ϊ1�����п����н����Ƴ�Ϊ0����һ��ʱ����Ϊ0���п����Ķ�λ����Ϊ0���ұߣ�ԭλ������е������ߵļ���ȡ�߹��������ڳ���ϲ��ϡ�
��������̣��ڻ�е�ֻ�ԭλ����ת��������������ת��������������ٽ���ת�����������ٽ���ת��������ת���������Ϊ0���ٽ���ת������Ϊ0��ת����������������ź�ʱ���������ѹ������λ����������
ȡ������е�ֶ������̣�����ԭλ���½����н������������ơ��¼ܡ��ɿ����أ�ԭλ����
���ϻ�е�ֶ������̣�����ԭλ���й��������ơ��½����н������������ơ��¼ܡ��ɿ���������ԭλ����
�ŷ�һȦ2000����/S , һȦ
3 ϵͳ���
�豸�ĵ�������ϵͳ��Ҫ��LE5108������PLC��Ʒ,��ϵ��PLC��Ʒ��С��PLC��Ʒ���Ľṹ������PLC��Ʒǿ��Ĺ���������һ�壬���Թ㷺Ӧ���ں�ѹ��ˮ��ůͨ�յ�����֯��е����װ��е��ӡˢ��е�����ϻ�е��ʳƷ�ӹ���е����ҵ��
IO�����
|
��� |
��ַ |
˵�� |
��� |
��ַ |
˵�� |
|
1 |
%IX0.0 |
�豸����I |
1 |
%QX0.0 |
ȡ�ϻ�е������PUL |
|
2 |
%IX0.1 |
�豸��ͣ |
2 |
%QX0.1 |
ȡ�ϻ�е������PUL |
|
3 |
%IX0.3 |
�������I |
3 |
%QX0.2 |
���ϻ�е������PUL |
|
4 |
%IX0.4 |
���ϼ�� |
4 |
%QX0.3 |
���ϻ�е������PUL |
|
5 |
%IX0.5 |
����ȡ����ԭλ |
5 |
%QX0.4 |
ȡ�ϻ�е������DIR |
|
6 |
%IX0.6 |
����ȡ������λ |
6 |
%QX0.5 |
ȡ�ϻ�е������DIR |
|
7 |
%IX0.7 |
����ȡ����ԭλ |
7 |
%QX0.6 |
���ϻ�е������DIR |
|
8 |
%IX1.0 |
����ȡ������λ |
8 |
%QX0.7 |
���ϻ�е������DIR |
|
9 |
%IX1.1 |
����1���� |
9 |
%QX1.0 |
���ϵ��Q |
|
10 |
%IX1.2 |
����2���� |
10 |
%QX1.1 |
�������� |
|
11 |
%IX1.3 |
���������λ |
11 |
%QX1.2 |
�һ�е������ |
|
12 |
%IX1.4 |
������½�λ |
12 |
%QX1.3 |
�������� |
|
13 |
%IX1.5 |
ת������� |
13 |
%QX1.4 |
���п����Ƴ� |
|
14 |
%IX1.6 |
���ҳ�������λ |
14 |
%QX1.5 |
������� |
|
15 |
%IX1.7 |
���ҳ�����ԭλ |
15 |
%QX1.6 |
���п����Ƴ� |
|
16 |
%IX2.0 |
���³�����ԭλ |
16 |
%QX1.7 |
������� |
|
17 |
%IX2.1 |
���³�������λ |
17 |
%QX2.0 |
�пڼн����Ƴ� |
|
|
|
|
18 |
%QX2.1 |
�пڼн����� |
|
|
|
|
19 |
%QX2.2 |
�п����Ķ�λ���� |
|
|
|
|
20 |
%QX2.3 |
ת�������� |
|
|
|
|
21 |
%QX2.4 |
ת��������� |
|
|
|
|
22 |
%QX2.5 |
ת������ |
|
|
|
|
23 |
%QX2.6 |
�������ѹ |
|
|
|
|
24 |
%QX2.7 |
��������� |
|
|
|
|
25 |
%QX4.0 |
���ϻ�е������ |
|
|
|
|
26 |
%QX4.1 |
���ϱ��� |
|
|
|
|
27 |
%QX4.2 |
�ͱ����� |
���ӻ��˻���������˵��
HMI����ɲ�ѯ�豸���״̬���豸Ҳ��ͬ��HMI��ȫ�ֶ����ơ�
�豸�����Զ�����ǰ��Ӧ��������Ӧ�������豸���������������ڸ������п������á�

��������

4 �ܽ�
����ʱLEϵ��PLC���յ�һ�廯��ƣ���Ч�ؽ�Լ�˳ɱ��͵����豸�İ�װ�ռ䡣��Ʒ����4��100KHZ����������������зḻ���˶�����ָ���������Աʹ�ã���Ʒ��ͬ���Ʒ����Ӧ�ٶȿ죬����ǿ���кܸߵ��Լ۱ȡ�
����Ķ�:
- ...2013/10/12 11:22������ʱLM PLC��Һѹʽ����������ϵ�Ӧ��
- ...2013/10/12 10:57������ʱLEϵ��PLC��ʯ����ҵӦ��
- ...2013/07/12 10:20������ʱLKϵ�д���PLC�ڴ�����ˮ�������е�Ӧ��
- ...2013/07/12 10:06������ʱLKϵ�д���PLC�ڱ�������14�����е�Ӧ��
- ...2013/07/12 09:55������ʱLEϵ��PLC��GPRS����ͨѶģ��LE5404ͨѶ����
- ...2013/05/14 11:27������ʱLMϵ��PLC��ɹ����е�Ӧ��
- ...��ͼ����������DZ��屳��ij��漶��ȫ���Ҫ��
- ...��ʹ���а�ȫ���ϵ�����洢������ȫ������ϵͳ
- ...������ƫ�ò�����Դ������Ľ��½�չ��Ӧ��
- ...�����¿�˹����ijƷ�����ܲ���������������ƪ
- ...�����ߵ���ʽ�¶ȼ��������ϵͳ�����ŵ���ʧ���Ӱ��(��)
- ...�����ߵ���ʽ�¶ȼ��������ϵͳ�����ŵ���ʧ���Ӱ��
- ...��RTD����ϵͳ�����ŵ���ʧ���Ӱ��
- ...������BR/EDR �� Bluetooth Smart��ʮ����Ҫ����

- ...�� ��о���������Уδ�������˻�������ƴ���������ʽ����
- ...�� ̽�صڶ�������ɽӥ�����¡����������鼼����̳��
- ...�� ��2018�й��뵼����̬����ᡱ�ڽ���ʡ��������
- ...�� �������¹滮��CITE 2019�t���ǻ�δ��
- ...�� ��������������TI���ײ������������ڴ�������ܵ�����
- ...�� �ⷨ�뵼�壨ST����Cinemo��Valens��CES 2018չ��������ʾ������Ϣ���ֽ������
- ...�� �������ɵ�·��ҵ���·�չ�߷���̳�����ھ��ٿ�
- ...�� ������ǿ�Ƴ���PCIM����2017չ
- ...�� GPGPU����������й�оƬ��ҵ�Ŀհش�
- ...�� ��������Ʒ�����Wi-Fi���ӵ��ĸ��ؼ�����
- ...�� �������й�MEMS���ܴ�������ҵ��չ��ἴ���ڰ��������Ļ
- ...�� IAICר��������й�о��Ӧ�ô��£���Ϣ��ȫ�߷���̳��������
- ...�� ���ܿ�����Դǯλ����
- ...�� ���5G���ײ�OTA ���Լ���
- ...�� ����г����������ƶ�Molex��ǿ��������ķ�չ
- ...�� �й���ɫ�������˳�������ٿ��ڼ� ����ѧ���ù�̽��ɫ��չ��ģʽ
- ...�� Efinix® ȫ������AI��Ե���㣬�ɹ��Ƴ�Trion™ T20 FPGA��Ʒ, ͬʱ����Ʒ��չ����ʮ������Ԫ��T200 FPGA
- ...�� Ӣ������������ᣬ�����ǻ�������
- ...�� �����Ʒ�������������ֻᱱ������Դר���ɹ�����
- ...�� Manz���ǿƼ�����뵼������ Ϊ��弶�ȳ��ͷ�װ�ṩ��ѧʪ�Ƴ̡�Ϳ��������Ӧ�õ������豸�������
- ...�� �е���BITRODE������ز���ϵͳ˳��������������Դ
- ...�� �е���FTFϵ�е�ز���ϵͳ�б걱������Դ�����ɷ�����˾
- ...�� �е����ʸ�ѹ��Դ����ʽ����ϵͳ�ɹ������е���è
- ...�� �е������ڵ綯�������ؼ������������ֻ��������Ƚ���������